



Servo dodavač valjka SRF-A
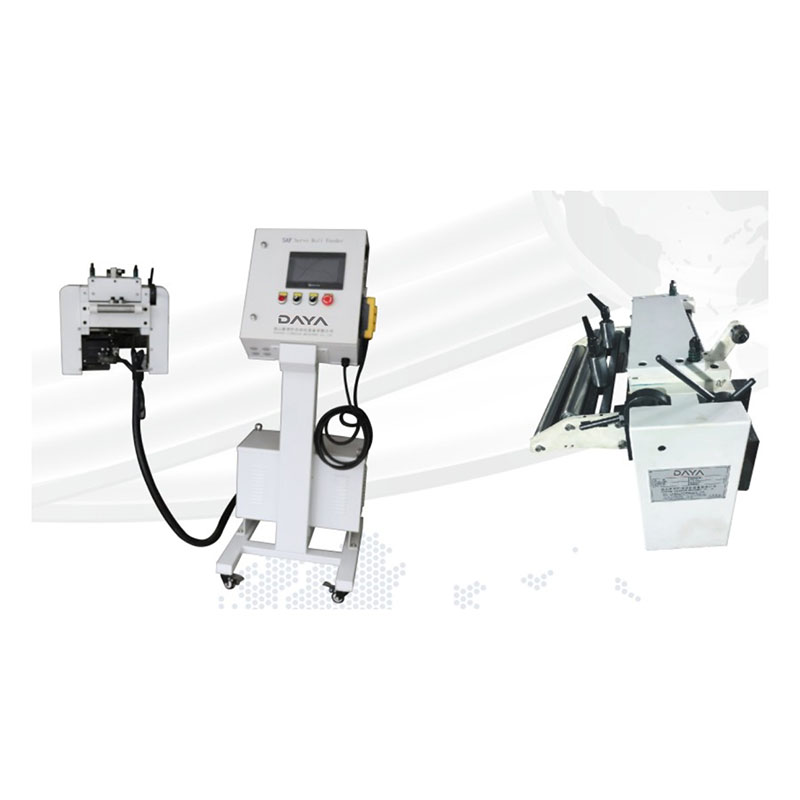
Karakteristično
1. Prilagođavanje niveliranja usvaja elektroničko očitavanje brojila;
2. Vijak visoke preciznosti pokreće se pozitivnim i negativnim dvosmjernim ručnim kotačem za kontrolu podešavanja širine;
3. Visina dovodnog voda podešava se motorom dizalom;
4. Par šupljih uređaja za blokiranje valjaka koristi se za materijal;
5. Valjci za ubacivanje i valjci za korekciju izrađeni su od visokolegiranog čeličnog ležaja (obrada tvrdim hromom);
6. Uređaj za hidrauličko prešanje;
7. Motor zupčanika pokreće uređaj za dovod glave kotača za prešanje;
8. hidraulični uređaj za automatsko punjenje glave;
9. Uređaj hidraulične potporne glave;
10. Sistem hranjenja kontrolira Mitsubishi PLC program;
11. Preciznost hranjenja kontrolira Yaskawa servo motor i visoko precizni planetarni servo reduktor;

Uvod u funkciju ulagača punča
1. X-osa i y-os mogu upravljati automatskim servo dodavačem kako bi se postiglo tačno pozicioniranje na platformi. Na primjer, kamo ide x-os, a gdje y-os.
Feeder
2. Značenje ulaznih točaka na pločici se može postaviti u parametrima ulazne točke opcije izbornika. Na primjer, ako pritisnete tipku "single", ustanovit će se da je stezaljka zatvorena. Ovo je ovdje pogrešna postavka. Možete ga postaviti ili izmijeniti iz parametra ulazne točke opcije,
Vještine primjene automatskog servo dodavača
1. Probijalna presa se ne koristi samo u plastičnom oblikovanju mehaničkih komponenata, već se koristi i kao telo i matična mašina brojne posebne opreme za probijanje i šišanje sita, mreže jastuka i zaštitnog poklopca. CNC sistem za dodavanje bušenja pripada mehatroničkim proizvodima, koji uključuje mehanički dio, upravljački dio, izvor napajanja, dio za otkrivanje i izvršne komponente.
2. Putanja obrade može se direktno simulirati i prikazati u CAD grafici. Dakle, nakon generiranja programa, računalo bi ga trebalo simulirati kako bi utvrdilo postoje li greške. Budući da cijelo operacijsko sučelje prikazuje stvarni tekst obrade i grafiku, vrlo je jednostavno za upotrebu, uključujući trenutnu poziciju udarca. Nakon generiranja programa, prije postupka žigosanja i tijekom postupka žigosanja, cijeli proces obrade može se pratiti u stvarnom vremenu kako bi se izbjegle pogreške.
3. Koristeći vještine automatskog servo dodavača, uveli smo i vještine u rad. Sada urednik želi reći nešto o tome. Vrijeme odmora trebali bismo razumno dogovoriti, jer je mašina gvožđe. Istovremeno, obratite više pažnje na održavanje automatskog servo ulagača.





